30天早餐搭配全在这了!孩子早餐这样搭配,

龙文区这些车未礼让斑马线被曝光啦!

三种人命最苦,三件事最积德

最全的年夜饭菜谱公开,88道全是硬菜,收藏

学会这5道最简单的家常菜,再也不用发愁吃

天热宁可不吃肉,也要吃5种家常菜,做法简

春节前后十堰市913对夫妻离婚 理由五花八门

冬天干冷不知道晚餐吃啥,推荐8道家常菜,

4道好吃还不长肉的家常菜,简单好做又实惠

咚咚咚!深夜,小区70多户居民被敲门!开门

爆胎、撞击!事发漳州,波及20多辆车!

「穷酸」文科生和天坑专业人,正在争夺码农
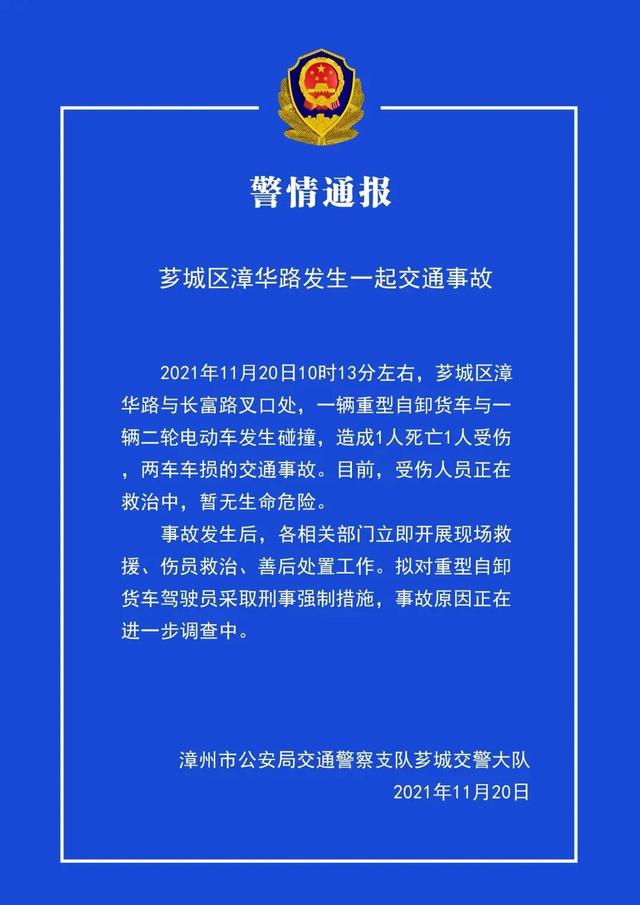
漳州芗城发生一起交通事故致1死1伤……

5张图,搭建数据指标体系

漳州海滩17人落水11人身亡,救援人员:生还

突发!漳州东山县南山村一女子被杀,嫌疑人

80道电烤箱食谱,荤菜、烧烤、炸鸡、点心甜

一周6道食谱,每天不重样,吃着下饭成本低

家庭必备的12道家常菜,鲜香味美,好吃不腻
都是十三朝古都,为什么现在西安比洛阳发展
打印机底壳热流道注塑模设计+3d |
| |