天气热了,教你6道凉拌菜做法,营养爽脆开

夏天,孩子猛长个,建议多吃6样家常菜,营

漳州海滩17人落水11人身亡,救援人员:生还

有荤有素,有蒸菜有凉拌菜,分享12道家常菜

博商学院品牌战略营销方案(完整版228页,

李荣浩晒中秋家宴,没有海鲜大餐,只有4道

一周6道食谱,每天不重样,吃着下饭成本低

鸡蛋最好吃的6种做法,步骤简单,鲜香美味

天热宁可不吃肉,也要吃5种家常菜,做法简

福建漳州大学城一群人持刀斗殴?最新通报:

因债务纠纷 漳州一男子持刀砍人凶器脱手反

适合在家里请客的12道家常菜,简单又拿得出

一周7天菜谱,56道家常菜不重样,不知道吃

突发!漳州东山县南山村一女子被杀,嫌疑人

买年货,建议少买瓜子花生,多囤这8种年货

这5大“养生”方法,别再做了,对身体危害
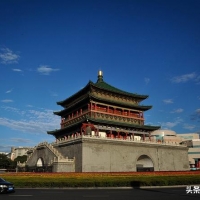
都是十三朝古都,为什么现在西安比洛阳发展

82岁中医,每天这样吃,心脏比年轻人还强!

一周不重样的低卡减脂菜谱来了,减脂期这么

出行智能才叫豪华,路途平稳才够安全,沃尔
注塑产品表面有流痕常用的改善方案 |
| |